銑(xǐ)打機切削熱對(duì)加工影響應如(ru)何處理
時間:2025-12-15 14:38 作(zuò)者:admin 點擊: 次
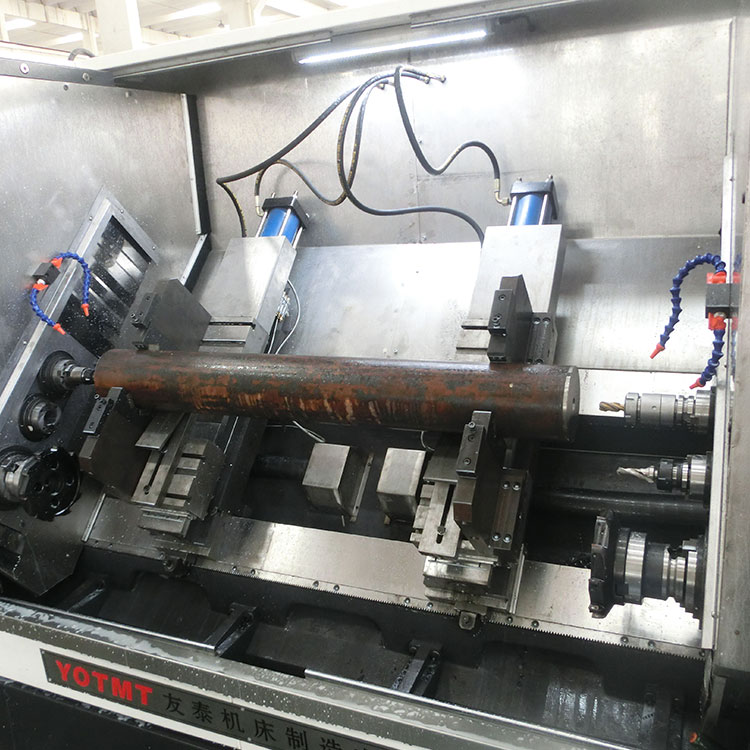
金屬(shǔ)切削機床在加(jia)工過程中,不可(ke)避免的要産生(shēng)切削熱的👈問題(ti),銑打機是一種(zhǒng)集中了大吃刀(dāo)量銑削,高鑽速(sù)鑽中心孔功能(neng)的♉專用機床,切(qiē)削過程中熱量(liàng)生更多,尤其是(shi)銑打機銑削過(guo)程中往🌈往是大(da)刀潘對軸類零(ling)件一刀切削,最(zui)大單邊去除5mm,如(ru)此大量的材料(liao)去除,加工過程(chéng)中發熱量大,在(zài)切削液潤滑冷(lěng)卻的情況下對(dui)切削工具刃口(kǒu)🔅的熱沖擊嚴重(zhòng),切削工具♉耐用(yong)度低。不僅加工(gōng)成本在🔞切削工(gong)具方面的投入(rù)增加,而且加🐕工(gong)效率很低。
就目(mu)前的當前銑打(dǎ)機銑削加工而(er)言,由于切削液(yè)🌈對操作環✨境的(de)污染,很多用戶(hù)在采用硬質合(hé)金工具時不使(shǐ)用切削液,這樣(yàng)🏒就連基本的潤(run)滑都沒有🐆,這樣(yang)的平面銑削加(jiā)工效率不高,并(bìng)且銑削工具壽(shòu)命低。如果采用(yong)微量潤滑技術(shu)💃🏻将使得在平面(miàn)銑加工時獲得(dé)良好的潤滑,即(jí)使采用無塗層(céng)的硬質合金工(gōng)具也能使其耐(nai)用度有大幅提(tí)升。這是因為微(wei)量潤滑系統輸(shū)出的細微油霧(wu)顆粒,能夠滲透(tou)至切削區摩擦(ca)最嚴重的位置(zhì),提供足夠可靠(kao)㊙️的潤滑抑制切(qie)削熱㊙️的産生。
當(dāng)前很多銑打機(jī)用戶在切削工(gōng)具普遍使用塗(tú)層技術,配合微(wei)量潤滑使用後(hòu),切削熱能夠穩(wen)定在塗🤞層承👉受(shòu)的範圍🏃♂️内,而且(qie)不會破壞塗層(céng)。這樣就能最大(dà)效率的發揮📧切(qiē)削工具的性能(néng)實現高速切削(xue)加工。在高速切(qiē)削加工🧑🏾🤝🧑🏼中,由于(yu)切♻️削溫度較🏒高(gāo),切屑容易軟化(huà)變形從而斷屑(xiè),形成豆瓣屑或(huo)較短的屑,這樣(yang)的切屑非常🔞容(róng)易排出切削區(qū)域,由此帶走大(da)量的切削變形(xing)熱。因此,金屬切(qie)削熱在衆多的(de)材料加工🌐中并(bing)不是主要矛盾(dun),隻有當遇到高(gāo)硬❗度難以加⛱️工(gong)的材料時,溫度(du)才是主要矛盾(dùn),如:钛合金等,解(jie)決這些問題不(bú)僅要從潤滑冷(lěng)卻方面着手,也(ye)需要改善切削(xuē)工具的性能。這(zhè)對銑打機的加(jiā)工剛性要求增(zeng)加,友泰銑打機(ji)采用HT300鑄鐵,組裝(zhuāng)🏒工藝紮實,全部(bu)為從事該行🤩業(yè)十年以上的師(shi)傅組裝,主軸設(she)計采用大直徑(jing)主軸設計,充🌈分(fèn)考慮加工剛性(xìng)的問題,在大批(pi)量生産高性能(néng)切削刀具使用(yong)後,友泰銑打機(ji)的加工性能得(dé)到提升。
友泰銑(xǐ)打機因客戶的(de)加工要求而改(gai)進,不斷研發出(chū)客戶需要的銑(xi)打機。特别是在(zai)解決加工熱切(qie)削方面🍉,注重☔客(kè)戶,為客戶提🥵供(gong)加工穩定,有性(xing)價比的專用機(ji)床。